Serviço Ecologicamente Correto....
Recentemente desenvolvi o reparo em um motor Volkswagen Ap-1.8, para fins de eliminar ou melhor diminuir o consumo de óleo, o problema foi detectado pelo cliente principalmente na primeira partida do motor ao iniciar o dia.
Por questão de economia sugeri a possibilidade de ser feita a substituição dos vedadores de válvulas ou Retentores nome técnico, peça esta composta de chapa de aço e borracha.
Basicamente as borrachas são: Nitrílica,Poliacrílica,Silicone,Fluorelastômetro cada qual com sua especificação e aplicação.
Mas este que empreguei e especifico para o funcionamento do motor,este processo abaixo mostrado não tem uma eficiência em todos os casos, por diversos motivos mas os mais relevantes são: folga excessiva das guias de válvulas, e desgaste das hastes das válvulas este segundo não tão comum mas que acontece.
Só a titulo de curiosidade uma válvula de motor trabalhando em sua marcha lenta de aproximados 1000 RPMs (Rotações por Minutos).Chega a se movimentar cerca de 500 vezes em um minuto.
Agora imaginem um motor de F-1 que chega aos 18.000 RPMs ou seja uma valvula trabalha 9.000 por minuto abrindo e fechando **Muito não é **...
Bom continuando minha simples e mortal reparação, ao desmontar o referido conjunto de acionamento de válvulas, me deparei com vedadores ressecados por tempo de utilização isto ocorre por vários motivos mas principalmente por exposição ao longo do tempo ao calor gerado pelo motor e a mistura de óleos vários que acabam criando reações químicas que atuam na estrutura física de construção do retentor (Vedador) .
Este motor esta instalado em uma Parati.
Incio dos trabalhos com a retirada da tampa de válvulas ** Em destaque o eixo comando de Válvulas** Considerado o sistema nervoso de um motopropulsor.
Ao retirar-se peças de um motor tem-se por logica procurar reinstalar as mesmas na posição de origem assim se evitas surpresas desagradáveis como ruídos, oriundos do não acasalamento por marcas (desgastes) deixados com o passar do tempo.
Observem que a disposição dos tuchos hidráulicos foram mantidos em uma ordem a favorecer a montagem.
Temos como regulagem da folga de válvulas o sistema automático (Hidráulico) que não requer manutenção a título de ajustes.
Um detalhe pertinente e pouco observado é o acumulo de resíduos próximo ao orifício da vela, que se faz necessário a previa limpeza com ar comprimido antecedendo a remoção da vela.
Assim evita-se a contaminação dos cilindros com partículas que podem principalmente influenciar na capacidade de vedação do acento da válvula podendo ocasionar falhas no funcionamento por perda de compressão.
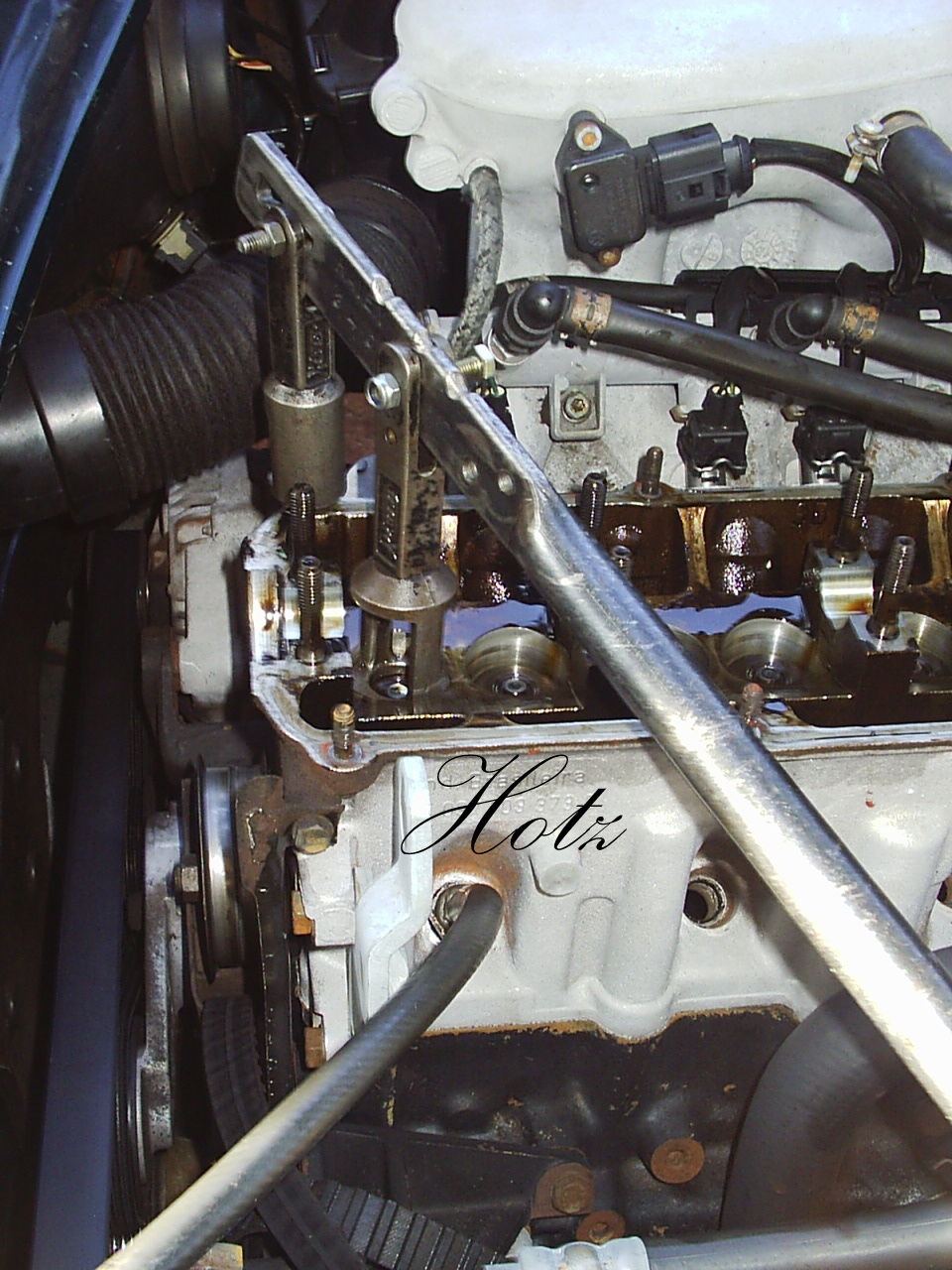
Observa-se a instalação da ferramenta para a remoção das peças compostas do trem de acionamento.
Basicamente, Molas Pratos Travas.
Outro detalhe a ser observado é a introdução de ar comprimido (Mangueira no orifício da válvula) para a sustentação das válvulas em seu lugar de origem, caso contrário as mesmas cairiam para o interior do cilindro causando transtornos a ponto da remoção do cabeçote.
Com o dispositivo de remoção instalado e injetado ar comprimido no cilindro, força-se a mola assim liberando as travas de segurança e sacando o conjunto de molas.
Conjunto com mola externa mola interna e prato de retenção...
No detalhe os vedadores já removidos, estavam realmente ressecados, mas encontrei uma folga muito pequena entre a haste e guia de válvulas.
Portanto favorecendo o serviço para ter um resultado satisfatório.
Com dispositivo desenvolvido por mim para a instalação dos novos retentores de óleo o processo torna-se muito mais fácil e seguro.
Vemos o vedador já instalado, afirmo que neste caso o serviço foi extremamente satisfatório.
O processo se repetiu nas demais válvulas (8) quatro de admissão e quatro de escape.
O processo de montagem segue o inverso mostrado.
Termino este voltando a introdução Serviço Ecologicamente Correto!
O cliente ao perceber o fato teve consciência da necessidade de reparar o dano e com meu auxilio tiramos um ínfimo mas não menos importante fator poluente, este fato acontece aos milhares neste mundo.
O fenômeno de consumo de óleo se faz presente com a nova tecnologia de confecção de motores nos dias de hoje. Mas os engenheiros desenvolveram dispositivos que atenuam e até eliminam tais substância da atmosfera.
Portanto em casos extremos em que se pode ver ou sentir odor de óleo repare o mais rápido possível, para não poluir e ao mesmo tempo ter economia do seu dinheiro tendo em vista que este fenômeno interfere no bom rendimento do motor portanto assim perdendo potência e é claro seu dinheiro sendo jogado fora em reposição de óleo e combustível desnecessariamente.
Cito um exemplo clássico de danos desnecessários com prejuízo financeiro de grande valor, com a contaminação por óleo o catalizador (Equipamento vital para reduzir poluentes) deixa de exercer sua função sendo obrigatório sua troca, pois cria-se inúmeros fatores agravantes no conjunto automotor. Poluição, perca de parâmetros eletrônicos como sensores com leituras errôneas e assim vai.
Hoje as normas técnicas e legislativas exigem total controle de poluentes. Portanto, devemos nos conscientizar deste fato.Assim a manutenção automotiva deve partir de nós os consumidores finais.
Com consciência e maior fluxo de manutenção todos ganhamos! os prestadores de serviço, aumento na rotatividade de peças, consequentemente menor preço e é claro o principal o Meio Ambiente Agradece.
Hotz.